Absolute VS Nominal Filters
Basics of waterborne diseases
Bubble point definition
Chemical adsorption of carbon
Granular activated carbon fact sheet
How do carbon filter work?
Water Softener – How do they work? – FAQs
What is a filter Beta Ratio
What is Osmosis and Reverse Osmosis
Water Glossary
What is Ultrafiltration
What is Ultraviolet water treatment?


OSMOSIS
Osmosis is one of the most important processes in nature and happens when a weaker saline solution migrates to a strong saline solution. For example, when plant roots absorb water from the soil and our kidneys absorb water from our blood.
As in the diagram below, a solution that is less concentrated will have a natural tendency to migrate to a solution with a higher concentration. For example, if you had a container half full of water with a low salt concentration on one side and half full of water with a high salt concentration on the other side and they were separated by a semi-permeable membrane, the water with the lower salt concentration would slowly migrate towards the side with the higher salt concentration.
REVERSE OSMOSIS
Reverse Osmosis is simply the process of Osmosis in Reverse. Whereas Osmosis occurs naturally without energy required, to reverse the process of osmosis you need to apply energy (pressure or force) to the more saline solution. Reverse Osmosis or RO as commonly known, is a technology used to remove a large majority of contaminants from water by pushing the water under pressure through a semi-permeable membrane. A reverse osmosis membrane is a semi-permeable membrane that allows the passage of water molecules but not the majority of dissolved salts, organics and bacteria. Reverse Osmosis works by ‘pushing’ the water through the membrane by applying pressure that is greater than the naturally occurring osmotic pressure in order to desalinate (demineralize or deionize) water in the process. This allows pure water through while holding back a majority of contaminants. Refer to the diagram below to see how Reverse Osmosis works.
Basics of Reverse Osmosis
In cases where not enough pressure is present, a high-pressure pump is used to increase the pressure on the salt side of the RO and forces the water across the semi-permeable RO membrane, leaving almost all of dissolved salts behind in the reject stream. The salt concentration of the feed water determines the amount of pressure required. The more concentrated the feed water, the more pressure is required to overcome the osmotic pressure.
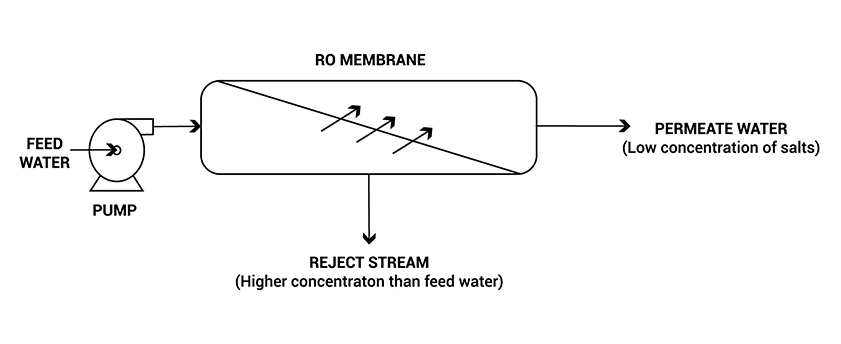
When the feed water enters the RO membrane is given enough pressure to overcome osmotic pressure, the water molecules pass through the semi-permeable membrane causing the salts and other contaminants to be discharged through the concentrate (reject stream), which goes to drain or can be fed back into the feed water supply to be recycled through the RO system to save water. The water that makes it through the RO membrane is called permeate or product water and usually has around 95% to 99% of the dissolved salts removed from it.
The RO system employs cross filtration rather than standard filtration where the contaminants are collected within the filter media. With cross filtration, the solution passes or crosses through the filter with two outlets. The filtered water goes one way and the contaminated water goes another way. In order to avoid buildup of contaminants, cross flow filtration allows water to sweep away contaminant build up and also allow enough turbulence to keep the membrane surface clean.
Reverse Osmosis is able to remove up to 99%+ of dissolved salts (ions), particles, colloids, organics and bacteria from water. An RO system will not remove 100% of bacteria and viruses. Any contaminant that has a molecular weight (MW) greater than 200 is likely rejected by a properly running RO system (for comparison purposes a water molecule has a MW of 18). Also, the greater the ionic charge of the contaminant, the more likely it will be unable to pass through the RO membrane. As an example, a sodium ion has only one charge (monovalent) and is not rejected by the RO membrane as well as calcium which has two charges. This is why an RO system does not remove gases such as CO2 very well because they are not highly ionized (charged) while in solution and have a very low molecular weight. Since an RO system does not remove gases, the permeate water can have a slightly lower than normal pH level depending on CO2 levels in the feed water as the CO2 is converted to carbonic acid.
Reverse Osmosis treats brackish, surface and ground water for both large and small flow applications. Pharmaceutical, boiler feed water, food and beverage, metal finishing and semiconductor manufacturing are some examples of industries that use RO water.
An RO system has instrumentation that displays quality, flow, pressure and sometimes other data like temperature and hours of operation. The following minimum operation parameters are needed to accurately measure the performance of an RO:
- Concentrate pressure
- Permeate pressure
- Feed conductivity
- Feed pressure
- Permeate conductivity
- Temperature
- Feed flow
- Permeate flow
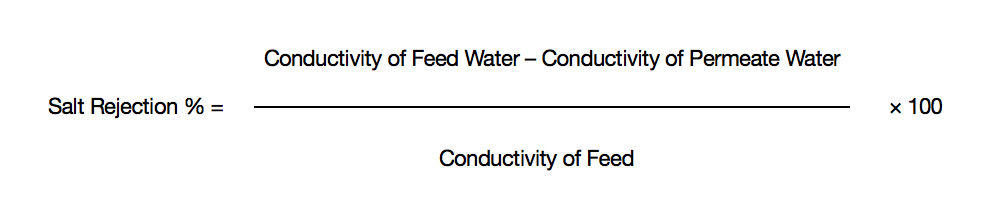
SALT REJECTION PERCENTAGE
The equation below tells you how effective the RO membranes are at removing contaminants overall but does not tell you how each individual membrane is performing. A well-designed RO system with properly functioning RO membranes will reject 95% to 99% of most feed water contaminants (that are of a certain size and charge).
SALT PASSAGE PERCENTAGE
Salt Passage Percentage is simply the inverse of salt rejection, the amount of salts expressed as a percentage that are passing through the RO system. The lower the salt passage, the better the system is performing. A high salt passage can mean that the membranes require cleaning or replacement.

Percent Recovery is the amount of water that is being ‘recovered’ as good permeate water, you can think of it as the amount of water that is not sent to drain as concentrate, but rather collected as permeate or product water. The higher the percentage means that you are sending less water to drain as concentrate and saving more permeate water. However, if the recovery percentage is too high for the RO design, this can lead to larger problems due to scaling and fouling. Design software takes into consideration numerous factors such as feed water chemistry and RO pre-treatment before the RO system to establish the percentage of recovery for an RO system. In this case, the proper Percentage Recovery at which an RO should operate depends on what it was designed for, by calculating the Percentage Recovery you can quickly determine if the system is operating outside of the intended design. Refer below for the calculation for % Recovery:
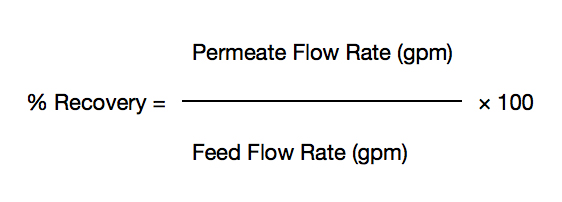
Here’s an example, if the recovery rate is 75% then this means that for every 100 gallons of feed water that enter the RO system, you are recovering 75 gallons as usable permeate water and 25 gallons are going to drain as concentrate. Industrial RO systems usually run anywhere from 50% – 85% recovery depending on the feed water characteristics and other elements.
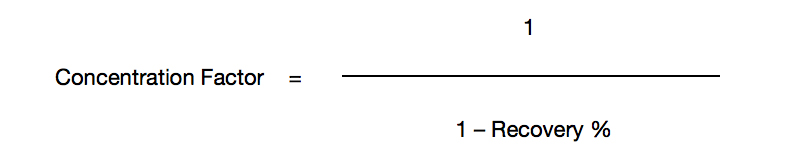
The concentration factor is an important equation for RO system design and is related to the RO system recovery. The more water you recover as permeate (the higher the % recovery), the more concentrated salts and contaminants you collect in the concentrate stream. When the concentration factor is too high for the system design and feed water composition. This may lead to a higher potential for scaling on the surface of the RO membrane.
Take the concept of a boiler or cooling tower, they both have purified water exiting the system (steam) and end up leaving a concentrated solution behind. As the concentration increases, the solubility limits may be exceeded and precipitate on the surface of the equipment as scale.
For example, if your feed flow is 100 gpm and your permeate flow is 75 gpm, then the recovery is (75/100) x 100 = 75%. To find the concentration factor, use 1 ÷ (1-75%) = 4.
A concentration factor of 4 means that the water going to the concentrate stream will be 4 times more concentrated than the feed water is. If the feed water in this example was 500 ppm, then the concentrate stream would be 500 x 4 = 2,000 ppm.
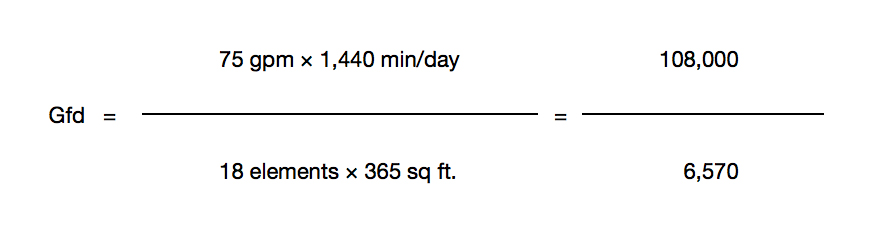
For example, The RO system is producing 75 gallons per minute (gpm) of permeate. You have 3 RO vessels and each vessel holds 6 RO membranes. This gives you a total of 18 membranes (3 x 6 = 18). If the type of membrane has 365 square feet of surface area.
To find the flux (Gfd):
| Gfd = | 75 gpm × 1,440 min/day | = | 108,000 |
| 18 elements × 365 sq ft. | 6,570 | ||
| Feed Water Source | Gfd | ||
| Sewage Effluent | 5-10 | ||
| Sea Water | 8-12 | ||
| Brackish Surface Water | 10-14 | ||
| Brackish Well Water | 14-18 | ||
| RO Permeate Water | 20-30 | ||
The flux is 16 Gfd, which means that 16 gallons of water is passed through each square foot of each RO membrane per day. The type of feed water chemistry and system design determines if this number is good or bad. Refer below to a general rule of thumb for flux ranges for different source waters. It can be better determined with the help of RO design software.
This equation is used to help determine if your flow and quality instrumentation is reading properly or requires calibration. If your instrumentation is not reading correctly, then the performance data that you are collecting is counterproductive. In order to perform a Mass Balance calculation, you will need:
- Concentrate Flow (gpm)
- Permeate Flow (gpm)
- Feed Flow (gpm)
- Feed Conductivity (µS)
- Permeate Conductivity (µS)
- Concentrate Conductivity (µS)
Mass balance equation:
(Feed flow1 x Feed Conductivity) = (Permeate Flow x Permeate Conductivity) + (Concentrate Flow*Concentrate Conductivity)
1Feed Flow Equals Permeate Flow + Concentrate Flow
Here’s an example, of what you would collect from an RO system:
| Concentrate Flow | 2 gpm |
| Permeate Flow | 5 gpm |
| Feed Conductivity | 500 µS |
| Permeate Conductivity | 10 µS |
| Concentrate Conductivity | 1200 µS |
Then the Mass Balance Equation would be:
(7 x 500) = (5 x 10) + (2*1200)
3,500 ≠ 2,450
Then find the difference
(Difference / Sum) ∗ 100
((3,500 – 2,450) / (3,500 + 2,450)) * 100 = 18%
A difference of:
+/- 5%= ok
+/- 5% to 10% = generally adequate.
> +/- 10% = unacceptable and calibration of the RO instrumentation is required to ensure that you are collecting useful data.
In the example above, since the RO mass balance equation falls out of range it requires attention.
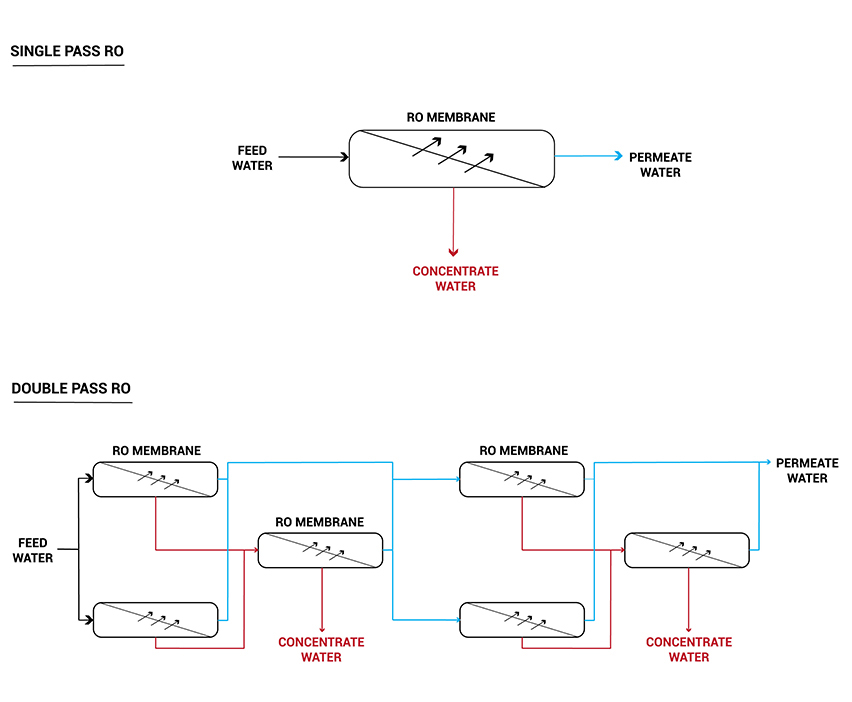
The Difference Between Passes and Stages in a Reverse Osmosis (RO) System
In a one stage RO system, the feed water enters the system from one end and exits the other end of the system as either concentrate or permeate water. In a two-stage system the concentrate (or reject) from the first stage turns into the feed stream to the second stage. The permeate water that was collected from the first stage is combined with permeate water from the second stage. Additional stages increase the recovery from the system.
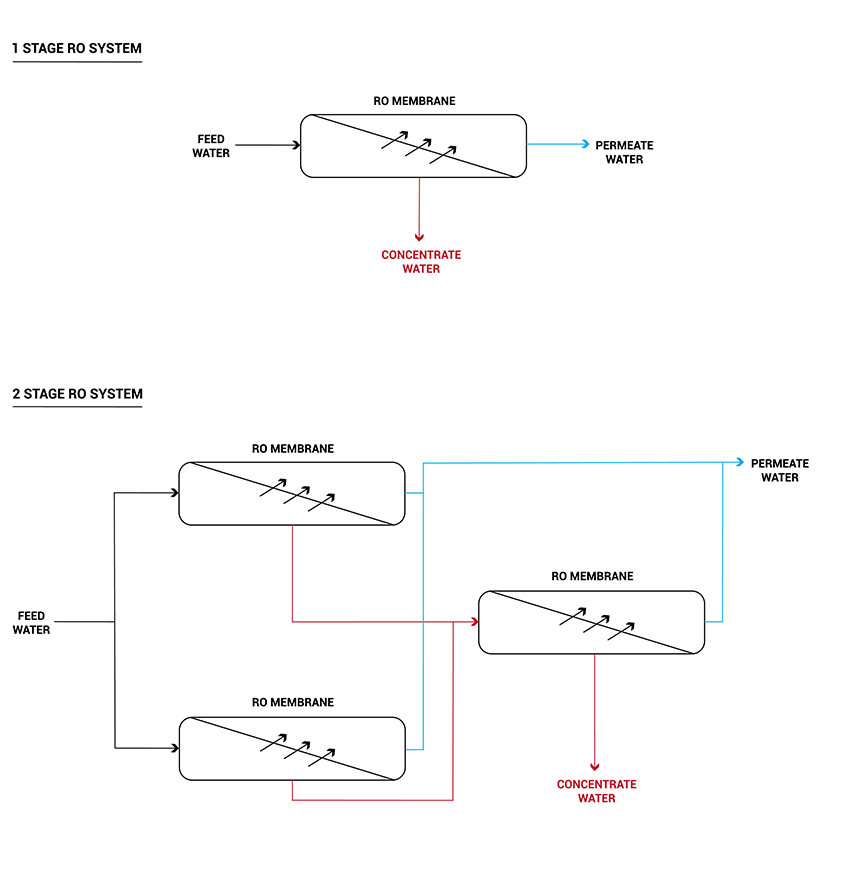
In an RO System an array describes the physical arrangement of the pressure vessels in a 2-stage system. Pressure vessels usually contain 1 to 6 RO membranes. The reject of each stage then becomes the feed stream for the next successive stage. The example of the 2 stage RO system displayed previously is a 2:1 array. This means that the concentrate (or reject) of the first 2 RO vessels is fed to the next 1 vessel.
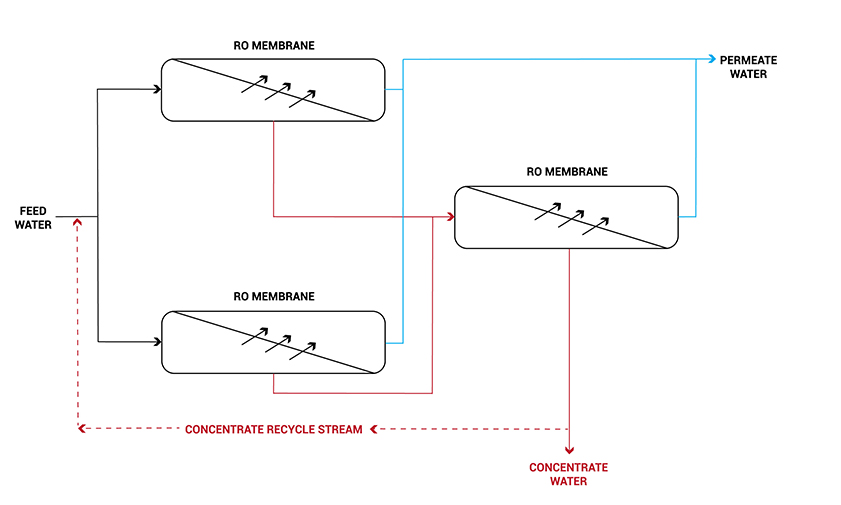
If an RO system can’t be properly staged and the feed water chemistry allows for it, a concentrate recycle setup can be done. This is where a portion of the concentrate stream is fed back to the feed water to the first stage to help increase the system recovery.
A pass can be seen as a stand-alone RO system. With a double pass RO, the permeate from the first pass becomes the feed water to the second pass, which ends up producing a much higher quality permeate due to it has essentially gone through two RO systems. It also allows the opportunity to remove carbon dioxide gas from the permeate by injecting caustic between the first and second pass. C02 is undesirable when you have mixed bed ion exchange resin beds after the RO. By adding caustic after the first pass, you increase the pH of the first pass permeate water and convert C02 to bicarbonate (HCO3-) and carbonate (CO3-2) for better rejection by the RO membranes in the second pass. This process can’t be done with a single pass RO because injecting caustic and forming carbonate (CO3-2) in the presence of cations such as calcium will cause scaling of the RO membranes.
In order to prevent fouling, scaling and costly premature RO membrane failure, proper pretreatment using both mechanical and chemical treatments is critical for an RO system as well as frequent cleaning requirements. Below are factors of common problems an RO system experiences due to lack of proper pretreatment.
When contaminants accumulate on the membrane surface effectively plugging the membrane, this process is called fouling. There are many contaminants in feed water that are naked to the human eye and harmless for human consumption, but large enough to quickly foul (or plug) an RO system. Fouling usually occurs in the front end of an RO system and results in a higher pressure drop across the RO system and a lower permeate flow which leads to the need to clean or replace the RO membranes. This is inevitable, fouling will take place eventually to some extent given the extremely fine pore size of an RO membrane no matter how effective your pretreatment and cleaning schedule is. Although, by having proper pretreatment can minimize the need to address fouling related problems on a regular basis.
Fouling can be caused by:
- Particulate or colloidal mater such as dirt, silt, clay, etc.
- Organics such as humic/fulvic acids, etc.
- Microorganisms such as bacteria present one of the most common fouling problems since RO membranes in use today cannot tolerate a disinfectant such as chlorine, therefore microorganisms are often able to thrive and multiply on the membrane surface. They may produce biofilms that can cover the membrane surface and as a result in heavy fouling.
- Breakthrough of filter media upstream of the RO unit. GAC carbon beds and softener beds may develop an under drain leak and if there’s not adequate post filtration in place the media can cause the RO system to foul.
Analytical tests, can help determine if the feed water to your RO has a high potential for fouling. Mechanical filtration methods are used to prevent fouling of an RO system, the most popular method being the use of multi-media filters (MMF) or microfiltration (MF). In some cases, cartridge filtration will be enough.
When certain dissolved (inorganic) compounds become more concentrated (as previously mentioned in concentration factor section) then scaling may occur if these compounds exceed their solubility limits and precipitate on the membrane surface as scale. A higher pressure drops across the system, higher salt passage (less salt rejection), low permeate flow and lower permeate water quality are results of scaling. An example of a common scale that tends to form on an RO membrane is calcium carbonate (CaCO3).
Oxidizers such as chlorine will ‘burn’ holes in the membrane pores and can cause irreparable damage leading us to believe that modern thin film composite membranes are not tolerant to chlorine or chloramines. The result of chemical attack on an RO membrane is a higher permeate flow and a higher salt passage (causes a poorer quality permeate water). Which is the reason why microorganism growth on RO membranes tends to foul RO membranes so easily since there is no biocide to prevent its growth.
A piece of the pretreatment scheme should be pre and post RO system plumbing and controls. Damage to the RO membranes may happen if ‘hard starts’ occurs and also if there is too much backpressure on the RO system. Variable frequency drive motors can help start high pressure pumps for RO systems and by installing check valve(s) and/or pressure relief valves to prevent excessive back pressure on the RO unit that can cause permanent membrane damage.
Below you’ll find some pretreatment solutions for RO systems that can help minimize fouling, scaling and chemical attack.
MULTIMEDIA FILTRATION (MMF)
A Multi-Media Filter is used to help prevent fouling of an RO system, it typically contains three layers of media consisting of anthracite, sand and garnet, with a supporting layer of gravel at the bottom. The larger (but lighter) anthracite coal will be on top and the heavier (but smaller) garnet will remain on the bottom. The filter media arrangement allows the largest dirt particles to be removed near the top of the media bed with the smaller dirt particles being retained deeper and deeper in the media. Allowing the entire bed to act as a filter allowing much longer filter run times between backwash and more efficient particulate removal.
A well-operated Multi-Media Filter can remove particulates down to 15-20 microns and a Multi-Media Filter that uses a coagulant addition (which induces tiny particles to join together to form particles large enough to be filtered) can remove particulates down to 5-10 microns. To get a better idea of how much this is, the width of a human hair is around 50 microns.
When the Silt Density Index (SDI) value is greater than 3 or when the turbidity is greater than 0.2 NTU, a multimedia filter is suggested. The above guidelines should be followed to prevent premature fouling of RO membranes.
It is key that a 5 micron cartridge filter is placed directly after the MMF unit in the event that the under drains of the MMF fail. It will help prevent the MMF media from damaging downstream pumps and fouling the RO system.
MICROFILTRATION (MF)
Microfiltration (MF) has a pore size of only 0.1-10µm which helps it be effective in removing colloidal and bacteria matter. It is also helpful in reducing the fouling potential for an RO unit. The “hollow fiber” type of membrane is most commonly used even though membrane configuration can vary between manufacturers. Usually, the water is pumped from the outside of the fibers, and the clean water is collected from the inside of the fibers. Microfiltration membranes used in potable water applications usually operate in “dead-end” flow, where all of the water fed to the membrane is filtered through the membrane. A filter cake that must be periodically backwashed from the membrane surface forms. Recovery rates are normally greater than 90 percent on feed water sources which have fairly high quality and low turbidity feeds.
ANTISCALANTS AND SCALE INHIBITORS
Antiscalants and scale inhibitors, are chemicals that can be added to feed water before an RO unit to help reduce the scaling potential of the feed water and increase the solubility limits of troublesome inorganic compounds. By increasing the solubility limits, you are able to concentrate the salts further than otherwise would be possible and therefore achieve a higher recovery rate and run at a higher concentration factor. Antiscalants and scale inhibitors work by interfering with scale formation and crystal growth, the use and the correct dosage depends on the feed water chemistry and RO system design.
SOFTENING BY ION EXCHANGE
To help prevent scaling in an RO system, a water softener can be used by exchanging scale forming ions with non-scale forming ions. Very much like the MMF unit, it is important to have a 5 micron cartridge filter placed directly after the water softener in the event that the under drains of the softener fail.
SODIUM BISULFITE (SBS) INJECTION
Adding sodium bisulfite (SBS or SMBS), to the water stream before an RO at the proper dose you can remove residual chlorine because it’s a reducer.
GRANULAR ACTIVATED CARBON (GAC)
GAC’s main purpose is to both remove organic constituents and residual disinfectants (such as chlorine and chloramines) from water. GAC is made from coal, nutshells or wood. Activated carbon removes residual chlorine and chloramines by a chemical reaction that involves a transfer of electrons from the surface of the GAC to the residual chlorine or chloramines. The end result of the chlorine or chloramines ends up as a chloride ion that is no longer an oxidizer.
There is a disadvantage of using a GAC before the RO unit, it being that the GAC will remove chlorine quickly at the very top of the GAC bed. Leaving the remainder of the GAC bed without any biocide to kill microorganisms. A GAC bed will absorb organics throughout the bed, which is potential food for bacteria, so eventually a GAC bed can become a breeding ground for bacteria growth which can pass easily to the RO membranes. A GAC bed is able to produce a very small carbon fine under some circumstances that have the potential to foul an RO.
RO DATA TRENDING AND NORMALIZATION
The heart of the RO system are the RO membranes and certain data points that include the system pressures, flows, quality and temperature need to be collected to determine their health. Water temperature is directly proportional to pressure, as the water temperature decreases it becomes more viscous and the RO permeate flow will drop as it requires more pressure to push the water through the membrane. When the water temperature increases the RO permeate flow will also increase. Performance data for an RO system must be normalized so that flow variations are not interpreted as abnormal when no problem exists. The normalized flows, pressures and salt rejection should be calculated, graphed and compared to the baseline data. For example, when the RO was commissioned or after the membranes were cleaned or replaced. This will help troubleshoot any problems and also determine when to clean or inspect the membranes for damage. Data normalization helps display the true performance of the RO membranes, when the normalized change is +/- 15% from the baseline data then you need to take action. If this is not followed, then RO membrane cleanings may not be very effective at brining the membranes back to near new performance.
RO MEMBRANE CLEANING
RO membranes require periodic cleaning, from 1 to 4 times a year, all depending on the feed water quality. Use as a guide, if the normalized pressure drops or the normalized salt passage has increased by 15%, then it is time to clean the RO membranes. Another case maybe if the normalized permeate flow has decreased by 15% then it is also time to clean the RO membranes. These RO membranes can be cleaned in place or have them removed from the RO system and cleaned off site by a service company that specializes in this service. Offsite membrane cleaning is more effective at providing a better cleaning than onsite cleaning skids.
RO membrane cleaning involves low pH cleaners and organics to remove Scaling and as for colloidal and biofouling are treated with a high pH cleaner. Cleaning RO membranes is about using the appropriate chemicals, and other factors involved such as flows, water temperature and quality, properly designed and sized cleaning skids and many other factors that an experienced service group must address in order to properly clean RO membranes.
SUMMARY
Reverse Osmosis is an effective technology to produce suitable water for many industrial applications that require demineralized or deionized water. Post treatment after the RO system such as mixed bed deionization can increase the quality of the RO permeate. Making it suitable for the most demanding applications. Proper pretreatment and monitoring of an RO system is essential in order to prevent costly repairs and unscheduled maintenance. Your RO system should provide many years of high purity water with the correct system design, maintenance program, and experienced service support.